

Lösung für Maßabweichungen, Verzug und Verformung in der WPC-Türproduktion
Lösung für Maßabweichungen, Verzug und Verformung in der WPC-Türproduktion
Abstrakt
Türen aus Holz-Kunststoff-Verbundwerkstoff (WPC) haben sich aufgrund ihrer herausragenden Vorteile wie Umweltfreundlichkeit, Feuchtigkeitsbeständigkeit, Korrosionsbeständigkeit und niedrigen Gesamtproduktionskosten zu einem Mainstream-Produkt in der modernen Tür- und Fensterindustrie entwickelt. Dennoch sind Maßabweichungen, Verzug und irreversible Verformung drei häufige Qualitätsmängel beim Extrusions- und Formprozess von WPC-Türen. Diese Probleme verringern nicht nur die Oberflächenebenheit und das Gesamterscheinungsbild der fertigen Produkte, sondern wirken sich auch direkt auf die spätere Montageeffizienz, die Produktlebensdauer und die Kundenzufriedenheit aus. Basierend auf jahrelanger Produktionserfahrung vor Ort und technischer Forschung fassen professionelle Ingenieure von Yongte gezielte Anpassungs- und Korrekturlösungen für die oben genannten drei Mängel zusammen, mit dem Ziel, zuverlässige technische Referenzen für WPC-Türhersteller bereitzustellen, um Produktionsprozesse zu optimieren und die Produktqualität zu verbessern.
1. Einführung
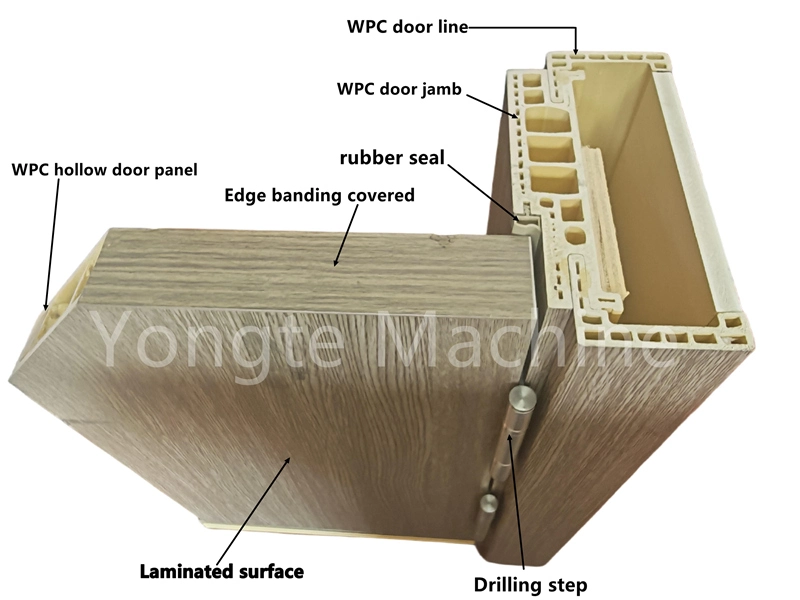
WPC-Materialien werden durch Hochtemperaturschmelzen und Extrusionsformen mit Pflanzenfasern, thermoplastischem Harz, funktionellen Additiven und anderen Rohstoffen verbunden. Halbfertige und fertige WPC-Türprodukte werden von mehreren Faktoren wie dem Verhältnis der Rohstoffformel, der Extrusionstemperatur, dem Kühlsystem, der Zuggeschwindigkeit und dem Schneidprozess beeinflusst und neigen zu instabilen Gesamtabmessungen, ein- oder beidseitiger Verformung und struktureller Verformung. Im Gegensatz zu herkömmlichen Massivholztüren und PVC-Türen weisen WPC-Türen komplexe interne Strukturspannungseigenschaften auf. Das blinde Debuggen eines einzelnen Prozessparameters kann Qualitätsmängel nicht vollständig beseitigen; Eine systematische Optimierung vom Formen über die Kühlung bis zur Nachbearbeitung ist erforderlich. Dieses Papier analysiert die Grundursachen häufiger Fehler und schlägt praktikable Korrekturstrategien vor.
2. Ursachen und Abhilfemaßnahmen für häufige Mängel an WPC-Türen
2.1 Maßabweichung
2.1.1 Fehlerursachen
Unter Maßabweichung versteht man den Fehler zwischen der tatsächlichen Länge, Breite und Dicke von WPC-Türen und den Standardkonstruktionswerten, der hauptsächlich in der Schneidphase und der Extrusionsformphase auftritt. Zu den wichtigsten auslösenden Faktoren gehören ungleichmäßige Abkühlung der Profile, schwankende Zuggeschwindigkeit, unangemessene strukturelle Gestaltung des Formsystems und Fehler beim manuellen oder maschinellen Schneiden. Übermäßige Maßfehler führen zu einer schlechten Passung bei der Türrahmenmontage, was zu Lücken, Türklemmen und anderen After-Sales-Problemen führt.
2.1.2 Professionelle Korrekturmaßnahmen
Laut dem technischen Team von Yongte ist ein kombinierter Prozess aus Vakuumformung, Wasserkühlungszirkulation und stabiler Traktionskontrolle der Kern für die Kontrolle der Maßhaltigkeit von WPC-Türen. Zunächst wird das Vakuumformungssystem eingesetzt, um die Außenkontur extrudierter WPC-Profile in Echtzeit einzuschränken, um eine Profilausdehnung oder -schrumpfung durch Wärmeausdehnung und Kältekontraktion zu vermeiden. Zweitens ist die Umlaufwasserkühlvorrichtung so konfiguriert, dass sie eine gleichmäßige und allmähliche Kühlung der Innen- und Außenschichten des Türblechs ermöglicht, lokale Schrumpfungsunterschiede beseitigt und die Grundgröße des Profils nach dem Formen stabilisiert.
Darüber hinaus ist es wichtig, ein hochpräzises Traktionsgerät mit konstanter Geschwindigkeit zu verwenden, um Größenschwankungen durch schnelle und langsame Traktion zu vermeiden. In Zusammenarbeit mit optimierten Schneidgeräten mit fester Länge kann die gesamte Produktionslinie die darin kontrollierte Schnittgenauigkeit erreichen±1mm, das den hohen Montageanforderungen fertiger WPC-Türen voll und ganz gerecht wird.

2.2 Plattenverzug
2.2.1 Fehlerursachen
Verzug ist einer der häufigsten Mängel an WPC-Türen und äußert sich hauptsächlich in einer bogenförmigen Biegung des Türblatts in horizontaler oder vertikaler Richtung. Die Hauptursache verursacht eine asymmetrische Abkühlgeschwindigkeit der Abdeckung auf beiden Seiten des Profils, einen inkonsistenten Spalt der Düsenlippe der Extrusionsform und eine instabile Zugspannung. Eine asymmetrische Kühlung führt zu einer ungleichmäßigen Schrumpfungsspannung an der Ober- und Unterseite des Türblechs; Ein unangemessener Düsenlippenspalt führt zu einer ungleichmäßigen Entladung der Verbundwerkstoffe. und häufige Schwankungen der Zuggeschwindigkeit verstärken die unausgewogene Spannungsverteilung der Halbzeuge.
2.2.2 Professionelle Korrekturmaßnahmen
Um das Verzugsproblem grundlegend zu lösen, müssen Hersteller eine synchrone Optimierung des Kühlsystems, der Formstruktur und der Traktionsparameter vornehmen. Implementieren Sie zunächst ein ausgewogenes Kühlmanagement, passen Sie den Wasserfluss und die Temperatur des Kühlwasserkanals auf beiden Seiten der Formform an, stellen Sie die synchrone Abkühlgeschwindigkeit der oberen und unteren Teile des WPC-Türpaneels sicher und reduzieren Sie den in der Abkühlphase erzeugten Spannungsunterschied.
Zweitens: Erkennen und kalibrieren Sie regelmäßig den Düsenlippenspalt der Extrusionsform, um die Spaltsymmetrie auf der linken und rechten Seite sowie auf der Ober- und Unterseite sicherzustellen, damit die geschmolzenen WPC-Materialien gleichmäßig austreten können und die Dichte aller Teile der Türverkleidung konstant bleibt. Halten Sie abschließend die konstante Betriebsgeschwindigkeit der Zugeinheit aufrecht, stellen Sie einen angemessenen Spannungsschwellenwert ein, vermeiden Sie plötzliche Beschleunigung und Verzögerung und verhindern Sie, dass externe Zugkräfte zu irreversiblen Biegeverformungen des ungekühlten, ausgehärteten Türblechs führen.

2.3 Strukturelle Verformung
2.3.1 Fehlerursachen
Im Gegensatz zur Oberflächenverformung gehört die strukturelle Verformung zu den inneren bleibenden Schäden an WPC-Türprofilen, einschließlich Einkerbungen, Torsion und allgemeinem Einsturz. Dieser Fehler wird hauptsächlich durch eine unangemessene Gestaltung des Kühlpfads, interne Restspannungen im Material und eine unausgewogene Rohstoffformel verursacht. Unzumutbare Kühlwege führen zu übermäßigen Eigenspannungen im Profil; Ein nicht übereinstimmendes Verhältnis von Pflanzenfasern, Kunststoffmatrix und Additiven verringert die Zähigkeit und Strukturstabilität von WPC-Materialien und macht fertige Produkte anfällig für Verformungen bei externen Temperaturänderungen und Extrusion durch externe Kräfte.
2.3.2 Professionelle Korrekturmaßnahmen
Die Ingenieure von Yongte schlagen drei Kernoptimierungsrichtungen zur Behebung struktureller Verformungen vor: Optimierung der Kühlpfade, Abbau innerer Restspannungen und Anpassung der Rohstoffformel. Im Hinblick auf die Kühlwege sollten Sie die Anordnung der internen und externen Kühlwasserkanäle der Formungsausrüstung neu gestalten, den abgestuften Kühlmodus mit Vorkühlung, Formgebung bei konstanter Temperatur und Endkühlung übernehmen, einen langsamen Spannungsabbau beim Abkühlen des Formteils realisieren und eine übermäßige Anhäufung innerer Spannungen vermeiden.
Fügen Sie zur internen Spannungsregulierung nach dem Zugvorgang einen Spannungsabbau-Alterungsabschnitt hinzu und legen Sie das ursprünglich geformte Türpaneel für einen bestimmten Zeitraum in eine Umgebung mit konstanter Temperatur und konstanter Luftfeuchtigkeit, um Restspannungen zu beseitigen. Passen Sie im Hinblick auf die Formeloptimierung das Mischungsverhältnis von Holzpulver, Kunststoffpartikeln, Haftvermittler und Stabilisator an, verbessern Sie die Grenzflächenbindungskraft zwischen Pflanzenfasern und thermoplastischem Harz, verbessern Sie die Gesamtzähigkeit und die Antiverformungsfähigkeit von Verbundwerkstoffen und verringern Sie grundlegend die Wahrscheinlichkeit struktureller Verformungen.
3. Fazit
Maßabweichungen, Verzug und Verformung sind wesentliche Engpässe, die die Qualitätsverbesserung von WPC-Türprodukten einschränken, und das Auftreten verschiedener Mängel ist durch mehrere Produktionsverknüpfungen miteinander verknüpft und beeinflusst. In der tatsächlichen Produktion sollten sich Hersteller nicht nur auf das Debuggen einzelner Parameter verlassen, sondern auch ein umfassendes Qualitätskontrollsystem aufbauen, das die Rohstoffformel, das Extrusionsformen, die Vakuumformung, die Wasserkühlung und die Traktion mit konstanter Geschwindigkeit umfasst.
Durch die Anwendung des hochpräzisen Produktionsprozesses Vakuumformen + Wasserkühlung + stabile Traktion zur Kontrolle von Maßfehlern, die Abstimmung einer ausgewogenen Kühlung und einer symmetrischen Formstruktur zur Eindämmung von Verzug sowie die Optimierung von Kühlpfaden und Materialformeln zur Beseitigung struktureller Verformungen können die oben genannten häufigen Qualitätsprobleme wirksam gelöst werden. Für WPC-Türenunternehmen sind außerdem die standardisierte Einstellung der Prozessparameter und die tägliche Wartung der Anlagen wichtige Voraussetzungen, um eine langfristig stabile Produktqualität aufrechtzuerhalten.
Vorherige:Grund für Risse in WPC-Terrassendielen