

Lösung für WPC Decking Online -Prägeprobleme
Lösung für WPC Decking Online -Prägeprobleme
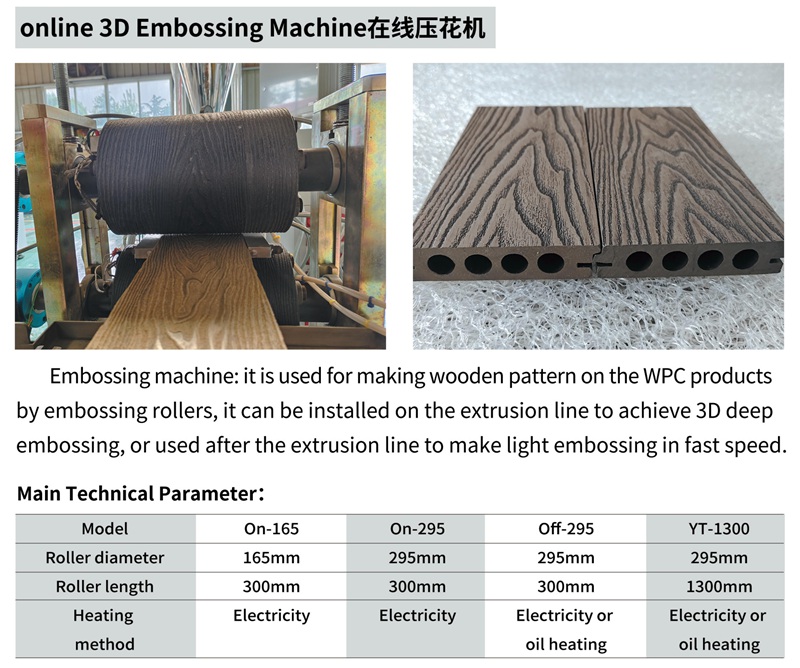
Bei der Herstellung von WPC -Decks ist die Online -Präge für die Qualität des Produkts sehr wichtig, aber viele Betreiber treten während der Produktion auf Probleme auf, was entweder zu verschwommenen Mustern oder zu ungleichmäßigen Präge -Tiefen führt.
Keine Panik! Heute wird Yongte unser professionelles "Erste -Hilfe -Kit" mit Ihnen teilen. Nachdem Sie es gelesen haben, können Sie das hochwertige WPC-Decking direkt erfassen! Solange Sie die wichtigsten Punkte beherrschen, kann die Rollover -Szene auch herrlich umgewandelt werden! Als nächstes unterrichten Yongte Engineers Sie Schritt für Schritt, um die "Rollover -Szene" in die "Decke des Aussehens" zu verwandeln!

Das unklare Muster auf der Oberfläche des Holzbodens kann durch viele Faktoren wie Rohstoffe, Produktionsprozess, Ausrüstungsformen usw. verursacht werden. Die folgenden Aussagen sind spezifische Gründe und Lösungen:
I. Rohstoffprobleme
1. unvernünftiges Rohstoffverhältnis
Grund:
Der Gehalt an Pflanzenfasern wie Holzpulver/Bambuspulver ist zu hoch, oder der Anteil der Kunststoffsubstrate (wie PE, PVC) ist zu niedrig, was zu einer schlechten Fluidität der Mischung und Schwierigkeiten beim Füllen der Formdetails für Formmuster führt.
Zu viel Füllstoff (wie Calciumcarbonat) kann die Plastizität der Schmelze verringern und unklare Musterpressung verursachen.
Lösungsvorschläge:
Optimieren Sie das Formelverhältnis und erhöhen Sie den Gehalt an Kunststoffsubstrat (z. B. das PVC -Verhältnis von PVC auf 40%~ 60%), um sicherzustellen, dass die Schmelze bei hoher Temperatur eine gute Fluidität aufweist.
Steuern Sie die Füllstoffmenge oder verwenden Sie Füllstoffmaterialien mit feinerer Partikelgröße (z. B. Nano -Calciumcarbonat), um die Gleichmäßigkeit des Gemisches zu verbessern.
2. Schlechter Rohstoff -Schmelzeneffekt
Grund:
Die Verarbeitungstemperatur ist nicht ausreichend, der Kunststoff ist nicht vollständig geschmolzen und die Kombination mit der Faser ist nicht eng und die Formstruktur kann während des Drucks nicht vollständig übertragen werden.
Der Feuchtigkeitsgehalt der Rohstoffe ist zu hoch (insbesondere Holzpulver), und Wasserdampf wird bei hoher Temperatur erzeugt, was zu Oberflächenblasen oder verschwommenen Mustern führt.
Lösungsvorschläge:
Erhöhen Sie die Temperatur des Extruders (z. B. die Temperatur des Schmelzabschnitts um 5 ~ 10 ° C erhöhen, um sicherzustellen, dass der Kunststoff vollständig plastizisiert ist, und vermeiden Sie gleichzeitig den durch übermäßigen Temperatur verursachten Materialverschlechterung.
Trocknen Sie die Faser Rohstoffe wie Holzpulver (der Feuchtigkeitsgehalt wird unter 3%gesteuert), was durch Trocknen von Geräten vorbehandelt werden kann.

Ii. Produktionsprozessprobleme
1. Unzureichender Extrusionsdruck
Grund:
Die Extruderschraubengeschwindigkeit ist zu niedrig oder die Schraube wird abgenutzt, was zu unzureichendem Schmelzdruck führt und die Formmusterrille nicht effektiv füllen kann.
Das Design des Formströmungskanals ist unangemessen (z. B. der Einlassabschnitt ist zu breit, das Kompressionsverhältnis ist nicht ausreichend), was zu übermäßigem Druckverlust führt.
Lösungsvorschläge:
Erhöhen Sie die Schraubengeschwindigkeit (z. B. 10 ~ 20R/min erhöht) und ersetzen Sie die abgenutzte Schraube/Barrel, um den Schmelzabgabedruck zu erhöhen.
Optimieren Sie die Formstruktur, erhöhen Sie die Länge des Kompressionsabschnitts oder stellen Sie das Verhältnis des Durchflusskanals (z. B. 2: 1 bis 3: 1) ein, um einen ausreichenden Druck beim Muster sicherzustellen.
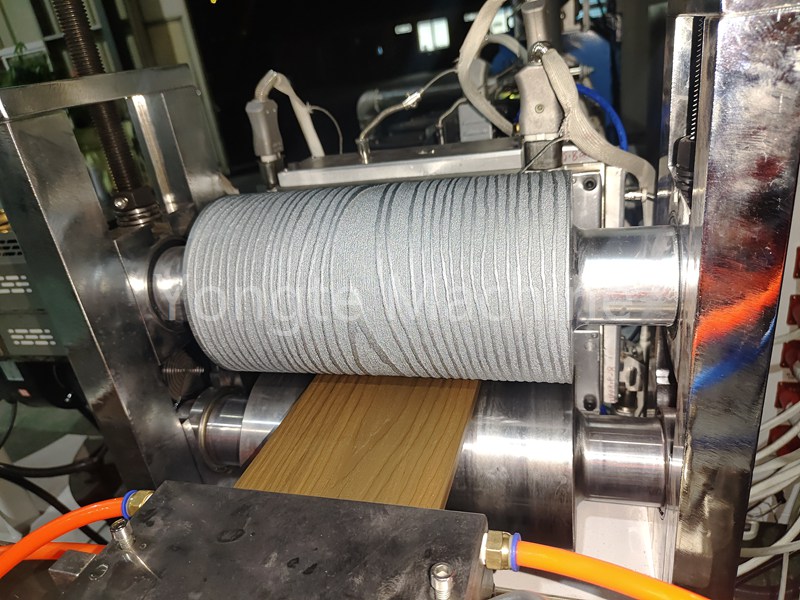
2. Unsachgemäßes Präd -Timing und Kühlkontrolle
Grund:
Der Abstand zwischen der Prägung und dem Extruderauslass ist zu weit, die Schmelze kühlt zu schnell ab und es ist schwierig, ein klares Muster nach der Oberfläche zu extrudieren.
Die Temperatur der Prädrolle ist zu hoch oder zu niedrig: Eine zu hohe Temperatur kann leicht zu einer Musterverformung führen. Eine zu niedrige Temperatur führt dazu, dass sich die Schmelze schnell abkühlt und das Muster unvollständig ist.
Die Kühlgeschwindigkeit ist ungleichmäßig und das lokale Muster ist aufgrund eines schnellen Schrumpfs verschwommen.
Lösungsvorschläge:
Verkürzen Sie den Abstand zwischen der Prägestation und dem Extruder (es wird empfohlen, innerhalb von 50 ~ 100 cm zu kontrollieren), um sicherzustellen, dass sich die Schmelze im besten plastischen Zustand befindet.
Steuern Sie genau die Temperatur der Prädrolle (normalerweise 20 ~ 30 ℃ niedriger als die Schmelztemperatur), die in Echtzeit durch das Temperaturkontrollsystem eingestellt werden kann.
Optimieren Sie das Kühlsystem und verwenden Sie die segmentierte Kühlung (z. B. Luftkühlung und dann Wasserkühlung), um eine gleichmäßige Kühlung der Oberflächenkühlung zu gewährleisten und eine schnelle Abkühlungsdeformation zu vermeiden.
III. Ausrüstung und Prägung von Rollenproblemen
1. Prägen Sie Roller -Verschleiß- oder Konstruktionsfehler
Grund:
Nach langfristiger Anwendung wird die Kante der Prädrolle abgenutzt und abgestumpft, was zu einem unzureichenden dreidimensionalen Sinn für das geprägte Muster führt.
Die Mustertiefe ist zu flach (z. B. <0,3 mm) oder der Winkel ist zu groß (z.
Lösungsvorschläge:
Überprüfen Sie regelmäßig den Verschleiß der Prädrolle, halten Sie sie rechtzeitig beibehalten oder ersetzen Sie die scharfe Kante des Musters.
Optimieren Sie das Design des prägenden Rollenmusters: Die Tiefe wird mit 0,5 ~ 1,0 mm empfohlen, und der Käferwinkel wird bei 45 ° ~ 55 ° kontrolliert, um die Schmelzfüllung und -fest zu erleichtern.
2. Unzureichende Präzision in der Roller -Roller
Grund:
Die Oberflächenrauheit der Prädrolle reicht nicht aus (z. B. RA -Wert> 1,6 μm), oder die Mustergravur -Präzision ist niedrig (z. B. unzureichende Lasergravurauflösung), was zu verschwommenen Linien führt.
Der Druck zwischen der Prädwalze und der Traktionswalze ist ungleichmäßig (wie der linke und rechte Druckdifferenz> 5%), was zu teilweise Klarheit und teilweise Unschärfe des Musters führt.
Lösungsvorschläge:
Oberflächenbehandlung der Prädwalze (z. B. Chrombeschichtung, Spiegelpolieren), Kontrolle der Rauheit RA ≤ 0,8 μm und verwenden hochpräzisen Gravurtechnologie (wie Faserlasergravur, Auflösung ≤ 0,02 mm).
Kalibrieren Sie das prägende Rollendrucksystem, um einen gleichmäßigen Druck auf der linken und rechten Seite (Fehler <2%) zu gewährleisten, der durch den Drucksensor in Echtzeit überwacht werden kann.

Iv. Andere Faktoren
1. zu schneller Traktionsgeschwindigkeit
Grund:
Die Traktionsgeschwindigkeit stimmt nicht mit der Extrusionsgeschwindigkeit (z. B. Traktionsgeschwindigkeit> Extrusionsliniengeschwindigkeit 15%) überein, was zu einer übermäßigen Dehnung der Schmelze während des Prägens und Abflachung von Musterdetails führt.
Lösungsvorschläge:
Passen Sie die Traktionsgeschwindigkeit so ein, dass die Traktionsliniengeschwindigkeit mit der Extrusionsgeschwindigkeit (Fehler ≤ 5%) übereinstimmt, die durch Wechselrichterverbindung gesteuert werden kann.
2. Unsachgemäße Verwendung von Schmiermittel
Grund:
Übermäßige Zugabe von Schmiermittel (z. B. mehr als 1,5%) bewirkt, dass die Schmelzoberfläche zu glatt ist, während des Prägens leicht zu rutschen und Muster zu bilden ist.
Lösung:
Reduzieren Sie die Menge an Schmiermittel (z. B. die Kontrolle innerhalb von 0,5%~ 1,0%) oder ersetzen Sie es durch ein internes Schmiermittel mit einer besseren Kompatibilität (wie Glycerylstearat), um zu vermeiden, dass die Schmelzhaftung beeinflusst wird.
Zusammenfassend erfordert die Lösung des Problems der Online -Präge mehrere Aspekte. Finden Sie die Grundursache und lösen Sie sie gemäß der tatsächlichen Produktionssituation. Dann können Sie stabil hochwertige und schöne WPC-Decks produzieren. Wenn Sie Anforderungen haben, wenden Sie sich bitte an das Ingenieur -Team von Yongte, um Ihnen dabei zu helfen, verschiedene Probleme bei der Herstellung von WPC -Decking online zu lösen.
