Wie löst ich PPR Rohroberflächenqualitätsproblem?
Wie löst ich PPR Rohroberflächenqualitätsproblem?
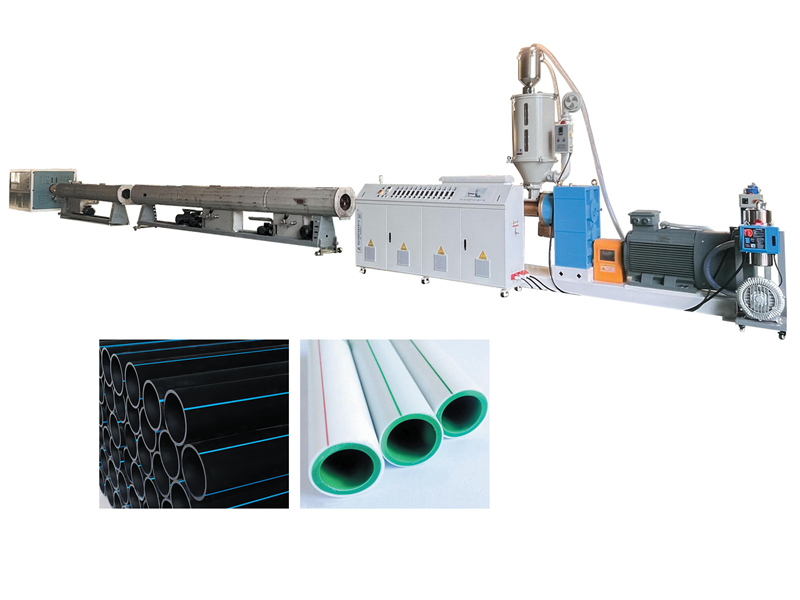
PPR -Rohre (zufällige Copolymer -Polypropylen) werden aufgrund ihrer Korrosionsbeständigkeit, hohen Temperaturwiderstand, der Schlagfestigkeit und anderer Merkmale weit verbreitet, um Wasserversorgung und -entwässerung, HLK, HLK, industrielle Rohrleitungen und andere Felder zu bauen. Die Oberflächenqualität beeinflusst nicht nur das Aussehen, sondern kann auch die interne Leistung widerspiegeln (z. B. Reinheit der Rohmaterial, Verarbeitungstechnologiestabilität).
Hier analysiert das Engineering -Team von Yongte die Oberflächenqualitätsprobleme von PPR -Rohren und liefert entsprechende Lösungen:
1. Raue Oberfläche von PPR -Rohr / Kratzern
· Mögliche Gründe:
· Der Formläufer ist nicht glatt (z. B. die innere Wand hat Cola oder Verunreinigungen) und der Schmelzfluss ist blockiert.
· Die Kühlwassertemperatur ist zu hoch (die empfohlene Kühlwassertemperatur des PPR-Rohrs beträgt 15-25℃), und die Oberfläche wird nicht rechtzeitig verfestigt.
· Die Hülle mit festem Durchmesser ist nicht mit der Mitte der Form ausgerichtet, was zu einer exzentrischen Reibung des Rohrs führt.
· Resolvent:
· Entfernen Sie die Form und entfernen Sie die Koks im Läufer mit einer Kupferbürste oder einem speziellen Reinigungsmittel (vermeiden Sie eine Stahldrahtbürste, um die Oberfläche zu beschädigen).
· Reduzieren Sie die Kühlwassertemperatur und prüfen Sie, ob das Wasserzirkulationssystem glatt ist.
· Kalibrieren Sie die Mitte des Stempels und der Größenhülle und passen Sie die Konzernität (Abweichung <0,5 mm) an.
2. Exzentriker des PPR -Rohrs mit ungleichmäßiger Wandstärke
· Mögliche Gründe:
· Die Lücke zwischen dem Kerngurder und dem Mundsterben wird nicht ordnungsgemäß eingestellt (wie z. B. inkonsistentes Anziehen von Schrauben).
· Die Traktionsmaschine ist nicht parallel zur Achse der Form und die Traktionskraft ist exzentrisch.
· Der Schmelzdruck ist instabil (wie die Fluktuation der Extrusion), was zu einem ungleichmäßigen Materialfluss führt.
· Resolvent:
· Feinen Sie die Formeinstellschraube ein und messen Sie den Spalt mit einem Fühler (Fehler <0,05 mm), um sicherzustellen, dass der Umfang gleichmäßig ist.
· Kalibrieren Sie die Traktionsmaschinenspur, um die Traktionsrichtung mit der Formachse übereinzustimmen.
· Stabile Extrusion (siehe Lösung der "instabilen Extrusion") und erhöhen Sie den Druckpumpendruck bei Bedarf.